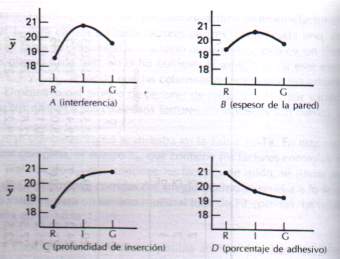
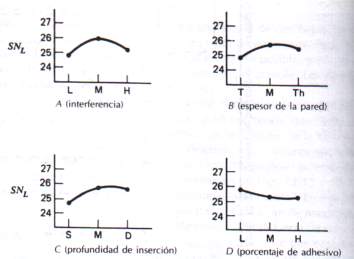
Los seguidores de Taguchi sostienen que el uso de la razón SN elimina la necesidad de examinar interacciones específicas entre los factores controlables y los de ruido, aunque algunas veces analizar estas interacciones mejora la comprensión del proceso. Los autores de este estudio encontraron que las interacciones AG y DE fueron grandes. El análisis de las interacciones que se muestran en la siguiente gráfica, sugiere que Aintermedia es mejor (produce la máxima fuerza de tracción y una pendiente cercana a 0, lo cual indica que si se elige Aintermedia se minimiza el efecto de la humedad relativa). El análisis también sugiere que Dreducida da por resultado la máxima fuerza de tracción sin importar el tiempo de acondicionamiento.

Cuando se tomaron en cuenta los costos y otros factores, los experimentadores
decidieron finalmente utilizar Aintermedia, Breducido, Cintermedia y Dreducido.
(Breducido es mucho menos costoso que Bintermedio, y se consideró
que Cintermedia daba por resultado una variabilidad ligeramente menor que
Cgrande). Dado que esta combinación no fue una corrida en
los 9 ensayos originales del arreglo interno, se hicieron 5 pruebas extras
para este conjunto de condiciones como un experimento confirmatorio.
Para éste, los niveles usados en las variables de ruido fueron Ereducido,
Freducida y Greducida. Los autores informan que la prueba confirmatoria
se obtuvieron buenos resultados.
Métodos Taguchi y Proyecto Robusto
Que son los Métodos Taguchi ?
Los métodos Taguchi, más que ser avanzadas técnicas
estadísticas, son más bien un sistema de calidad ingenieril
dirigida al
costo que enfatiza la aplicación efectiva de las estrategias
ingenieriles. Permiten a la compañía la rápida y exacta
adquisicón
técnica de información para diseñar y producir
productos y procesos altamente confiables y a bajo costo. Su más
avanzada
aplicación permite a los ingenieros desarrollar tecnología
flexible para el diseño y producción de familias de productos
de alta
calidad y disminuye altamente la inspección y el tiempo de desarrollo
y entrega.
En general, entre más cerca del origen sea aplicado un método
de calidad, mayor elevación produce en la mejoría, y reduce
más el costo y tiempo. Las aplicaciones más típicas
de los Métodos Taguchi hasta ahora se han centrado en dos áreas
principales:
1) El mejorar un producto existente.
2) El mejorar un proceso para un producto específico.
El desarrollo de tecnología, el diseño robusto, el diseño
tradicional y las fuerzas de trabajo son instancias que permiten elevar
las utilidades.
Liderar competitivamente en el mercado, exige el lanzamiento de productos
de alta calidad y precio justo, en el menor plazo posible. Este es
exactamente el objetivo de los Métodos Taguchi. Se trata de
un sistema de
ingenieria de calidad con enfoque en costos, que enfatiza la aplicación
de
estrategías de ingeniería, en vez de técnicas
estadísticas avanzadas. Este
sistema abarca tanto los métodos "a priori" (off-line), aplicables
a las
etapas de desarrollo del producto, cuanto a los métodos "a posteriori"
(on-line), utilizados en la etapa de fabricación. Los métodos
"a priori"
abarcan el uso eficaz de experimentos en pequeña escala con
el objetivo de
reducir la variación y los costos, resultando en productos robustos
y de
alto desempeño, al seren fabricados en escala de producción
y colocados en
el mercado. Los métodos "a posteriori" tratan del control del
proceso de
fabricación, de manera a mantener la calidad obtenida en el
proyecto.
La abordage tradicional para realizar experimentos de ingeniería,
concentranse en la resolución de problemas y análisis
de errores,
usualmente intentando aislar y estudiar una causa de cada vez,
basado en tentativa y error. Esto acarrea un costo alto, consume
mucho tiempo, y ni siempre los resultados obtenidos en el ensayo son
reproducidos durante la fabricación en alta escala y en el campo.
El
abordage de Taguchi permite el estudio simultaneo de múltiplas
causas,
aumentando la eficiencia de los experimentos y su reproducción
final. A esto
lo llamamos de Proyecto Robusto, del cual resultan productos consistentes
y
de alto desempeño, aún cuando sometidos a una gran variedad
de condiciones
de manufactura y uso.
Los Métodos Taguchi permiten que una empresa rápidamente
adquiera
información técnica precisa para proyectar y fabricar
productos a bajo
costo y alta confiabilidad. En sus aplicaciones más avanzadas,
esta
metodología permite que los ingenieros desarrollen tecnología
robusta y
flexible para utilizarse en el proyecto y fabricación de familias
de
productos de alta calidad, reduciendo enormemente el ciclo de
investigación, desarrollo y salida al mercado.
Para informaciones a respecto de nuestros cursos sobre Métodos
Taguchi,
consulte el catálogo PIEQ - Programa Integrado de Educación
en Calidad.
Algunos casos de éxito en la aplicación de los Métodos Taguchi
Allergan Medical Optics
El objetivo era aumentar la velocidad de obtener resultados en la
aplicación del Análisis de Elementos Finitos, por medio
de la optimización
de los parámetros del programa de computador. La aplicación
de los Métodos
Taguchi resultó en una velocidad de procesamiento cinco veces
mayor.
Chrysler Motors Engineering
En el proceso de "Sheet-Molded Compound" (SMC), el objetivo era utilizar
los Métodos Taguchi para identificar las variables del proceso
y del
material que pudiesen minimizar los problemas introducidos por la variedad
en la formulación del SMC. El rendimiento del proceso aumentó
de 77% para
96% y los residuos diminuyeron de 16% para 1,7%. La economía
de los costos
de inspección y reparación derivadas de la optimización
fué de US$ 900 mil
por año.
Eastman Kodak Company
Realizamos un análisis comparativo entre los Métodos
Taguchi y el proyecto
de experimentos tradicional (DOE). El DOE tradicional nos exigió
la
realización de 60 ensayos, contra apenas 27 exigidos por los
Métodos
Taguchi. El tiempo transcurrido para realizar los experimentos por
los
Métodos Taguchi fué 45% del tiempo exigido por el DOE
tradicional.
Ford Motor Company
La aplicación de los Métodos Taguchi resultó en
una reducción de 65% en la
variabilidad del flujo de una bomba de combustible. El desarrollo de
la
bomba, cuyos requisitos de proyecto eran extramadamente rígidos,
fué
concluido ocho meses antes del plazo, en consecuencia de ese estudio.
ITT Suprenant
Un estudio utilizando los Métodos Taguchi examinó los
problemas asociados
con la variación excesiva de la fuerza necesaria para descubrir
un hilo
para uso en alta tensión y alta temperatura. La minimización
de la
variación de la fuerza alrededor del valor nominal resultó
en un proceso
controlado, con economía anual de US$ 100 mil en los costos
de material y
de producción.
North American Reiss, División Kenkor
La optimización de un proceso de estamperia a caliente, utilizando
los
Métodos Taguchi, fué concluida en apenas un mes, resultando
en 100% de
rendimiento en el estampado.
Sanpo Chemical
Como resultado de la aplicación de los Métodos Taguchi
en el proceso de
crecimiento de enuevos de frijol, la empresa partió con el viejo
paradigma
que decia que "frijol que crece rápido no dura mucho, y frijol
que crece
despacio no se hace grande lo suficiente". El tiempo de crecimiento
de los
renuevos de frijol fué reducido de 7 para 4 dias, sin afectar
el sabor o el
"shelf life", resultando en productividad 40% mayor.
Nissan Motor
Utilizando los Métodos Taguchi para mejorar la eficiencia de
un sistema de
frenos, la empresa pudo reducir la tasa de trabamiento (squeal rate)
para
apenas 4% de la condición inicial, además de reducir
el peso (y costo) del
sistema. El Centro de Tecnología de Nissan realiza anualmente
más de 70
ensayos utilizando técnicas avanzadas de la metodología
Taguchi.
Xerox
Utilizando los Métodos Taguchi, un ensayo permitió reducir
en 66% la
varianza en el alineamiento y en el tiempo de alimentación del
papel en
copiadoras. La Xerox es probablemente la más avanzada usuaria
de los
Métodos Taguchi en los EUA, siendo una de las precursoras en
su
implementación, a partir de 1982.
"Algunos creen que el Proyecto Robusto es simplesmente la aplicación
de
ingenieria con senso común. Otros creen que es solamente un
modismo. Pero
el hecho es que la aplicación de los Métodos Taguchi
economizó tiempo y
dinero en el desarrolo de transmisiones manuales y automáticas
en la
Saturn, además de producir 30 nuevas patentes."
Robert C.Downs, ingeniero-Jefe de la División Saturn, General
Motors
"La aplicación anticipada y sistemática de los Métodos
Taguchi, dentro de
un proceso disciplinado de desarrollo de productos, resultará
en mayor
confiabilidad, además de otros beneficios relaccionados con
calidad e
costo."
Skip Creveling, Eastman Kodak Company
Clientes del ASI en Métodos Taguchi
Entre los clientes del ASI para capacitación y consultoría
en Métodos
Taguchi, están:
3M
Ericsson
Lexmark Otis Elevator
Aerojet Ordinance
International
General
Philips
Anhauser Busch Dynamics
Lockheed-Martin
Co.
Procter & Gamble
General
LSI Logic
ASME Washington Electric
Rocketdyne
Center
Massachusets
General Motors Institute of
Rockwell
AT&T Beel
Technology International
Laboratories Goodyear
McDonald's
Schlumberger
Black & Decker
GTE
McDonnel Douglas
Siemens
Boston University Honeywell
Automotive
Melroe Company
Canon Business Hughes Aircraft
Sprague
Machines
Michigan Electronics
IBM Technological
Case Corporation
Institute Tenneco
ITT
Automotive
Chrysler
Mitutoyo Mexicana
Corporation John Deere
Texas Instruments
Harvester Motorola Inc.
Crown Cork & Seal
Toyota Motor
Kimberly Clark NASA
Dow Chemical Corp.
Whirlpool
Naval Weapons
Corporation
DuPont Kraft General
Center
Foods
Xerox Corporation
Eastman Kodak
Navistar
Primer Concepto
La Calidad debe estar diseñada en el producto desde el comienzo,
no por
inspección ni por monitoreo.
La mejoras de la calidad deben ocurrir durante las etapas de diseño
de un producto o proceso y continuar hasta el final en la
fase de producción. Esto se conoce comunmente como una estrategia
Fuera de Línea. La calidad baja no puede ser mejorada
por el proceso tradicional de inspección y muestreo (en la linea
de producción). Según Taguchi, ningún tipo de inspección
puede devolverle calidad al producto; solo trata el síntoma.
El concepto de la calidad entonces debe estar desarrollado por la
filosofía de prevención; los problemas son atacados desde
sus inicios y no hasta al final. Taguchi enfatiza que esa calidad es
algo que está diseñado dentro del producto, para hacer
que este sea fuerte e inmune a los factores incontrolables ambientales
en la fase de fabricación. Esto nos lleva al siguiente concepto
de calidad que consiste en la reducción de la variación en
un
producto.
Segundo Concepto
La calidad se alcanza mejor al disminuir la desviación del objetivo.
La Calidad es mejor alcanzada al minimizar la desviación del
objetivo. El producto debe estar diseñado para que sea robusto e
inmune a factores ambientales incontrolables (ej.: ruido, temperatura
y humedad. Este concepto trata principalmente con
métodos de calidad efectiva. Reducir la variación es
la clave para mejorar la calidad. El específicar un valor nominal
para
parametros críticos, y asegurar que la fabricación cumpla
con el valor nominal con la menor desviación posible, la calidad
se
mejorará.
Tercer Concepto
La calidad no está basada en el funcionamiento, cualidades o
características del producto
La calidad no esta basada en el funcionamiento, cualidades o características
del producto. El agregar cualidades a un producto
no es una forma de mejorar la calidad, esto solo varía su precio
y el mercado hacia el cual esta dirigido. El funcionamiento y
características de un producto, puede estar relacionado a la
calidad, pero no debe ser la base de la calidad. En cambio, el
funcionamiento es una medida de la capacidad del producto.
Cuarto Concepto
El costo de la calidad debe ser medida como una función de la
variación
del funcionamiento del producto y de la pérdida media a lo largo
del
sistema.
El costo de calidad debe ser medido en función de la variación
del funcionamiento del producto y de la pérdida media a lo
largo del sistema. Para el diseño de parametros dados, la desviación
del objetivo es medida en términos del costo del cliclo de
vida del producto. Esto incluye costos de retoque, inspección,
garantía, servicio, devoluciones y cambios de productos. Son
estos costos, los que nos indican cuáles son los parámetros
principales que necesitan control.
Conclusión
Debemos apoyar la filosofía de Taguchi acerca de la ingeniería de la calidad. Sin embargo, debemos buscar métodos más simples y eficientes; más fáciles de aprender y aplicar a fin de poner en práctica esta filosofía.
Muchas compañías han informado resultados exitosos con
el uso de los métodos de diseño de parámetros de Taguchi.
Si los
métodos son defectuosos, ¿por qué producen resultados
correctos? Los seguidores de Taguchi a menudo responden a las
críticas diciendo funcionan. Debemos recordar que los métodos
de la mejor conjetura y un factor a la vez también
funcionan -y en ocasiones producen buenos resultados-. Pero ésta
no es una buena razón para afirmar que sean buenos
métodos. La mayoría de las aplicaciones exitosas de los
métodos técnicos de Taguchi se han dado en industrias en
las cuales
no había antecedentes de una buena práctica del diseño
experimental. El personal encargado del diseño y el desarrollo utilizaba
los métodos de la mejor conjetura y un factor a la vez (u otros
no estructurados), y dado que el método Taguchi se basa en el
concepto de diseño factorial, a menudo producía mejores
resultados que los obtenidos con los métodos que sustituía.
En otras
palabras, el diseño factorial es tan poderoso que, incluso cuando
se emplea de manera ineficiente, funciona mejor que cualquier
otro método.
Un último punto se refiere al proceso de aprendizaje. Si el método
Taguchi para el diseño de parámetros funciona y da buenos
resultados, podemos seguir sin saber qué ha causado esos resultados
debido a las relaciones de alias entre interacciones
críticas. En otras palabara, podemos haber resuelto un problema
(un éxito a corto plazo), pero también podemos no haber
obtenido un conocimiento del proceso, lo cual puede ser invaluable
en problemas futuros.
Análisis de Arreglos Ortogonales
El análisis del arreglo ortogonal de Taguchi es usado para producir
los
mejores parámetros para el diseño optimo del proceso,
con el mínimo número
de experimentos (pruebas).
Los resultados obtenidos para los arreglos ortogonales son entonces
analizados para obtener los siguientes objetivos:
a) para estimar la contribución de los factores individuales
que influyen
en la calidad en él la etapa de diseño del producto
b) para ganar la mejor u optima condición para un proceso o un
producto,
así que las características de una buena calidad pueden
ser sostenidas
c) para aproximarnos a la respuesta de los parámetros del producto
diseñado
bajo las condiciones optimas
La contribución de factores individuales que influyen en la calidad,
es la
llave designada del control para hacer cumplir sobre el diseño
del
producto.
El análisis del arreglo ortogonal de Taguchi es usado para producir
los
mejores parámetros para el diseño optimo del proceso,
con el mínimo numero
de experimentos (pruebas). El AO se maneja para transformar un concepto
de
Calidad dentro (en el diseño del producto. El AO es capaz de
tomar los
factores que influyen la calidad de niveles separados siempre este
método
ahorra tiempo, e indirectamente reduce el costo de la prueba de la
materia
prima de esta manera el AO es usualmente aplicado e el diseño
de
prdoductos de ingeniería, desarrollo de pruebas y calidad, y
desarrollo de
Procesos. Todas las aplicaciones incluidas tienen un objetivo común,
que es
usar el método de AO de Taguchi para construir la calidad dentro
de un
Producto en la etapa inicial del diseño.
Ventajas y desventajas de los Arreglos Ortogonales
* Pueden ser aplicados al diseño experimental involucrando
un gran
número de factores.
* Unicamente puede ser aplicada en la etapa inicial del
el sistema de
diseño del producto o proceso
Las ventajas del arreglo ortagonal son que pueden ser aplicada al diseño
experimental involucrando un gran numero de factores.
El AO experimento de diseño.analisis indicador de costo sobre
la función de
perdida hace esta aproximación más atractiva (acceso)
La limitación de los AO es que pueden ser únicamente
aplicados en la etapa
inicial del diseño del sistema del producto o proceso, hay algunas
situaciones en las cuales las técnicas del AO no podrán
ser aplicadas tal
como un proceso que involucra factores que influencía que varia
en tiempo y
que no pueden ser cuantificados exactamente.
Diseño de Tolerancia
Durante el diseño de tolerancia, el ingeniero especificará
sistemáticamente
cuanto tendrá que aumentar los niveles de funcionamientos de
ciertos
factores para completar los requerimientos para la característica
de la
calidad.
Durante el diseño de tolerancia, el ingeniero especificará
sistemáticamente
cuanto tendrá que aumentar los niveles de funcionamientos de
ciertos
factores para completar los requerimientos para la característica
de la
calidad.
En el diseño de tolerancia, el ingeniero determina el porcentaje
que cada
uno de los ruidos contribuye para alcanzar el funcionamiento requerido
por
la característica de calidad. Con esta información, él
puede decidir cuanto
debe reducir los limites de tolerancia de cada factor para alcanzar
su
objetivo. Al limitar las tolerancias de los factores casi siempre tiene
que
ver con actualizar con partes o componentes de alto costo. La FPC es
aplicada durante el diseño de tolerancia para encontrar la manera
más
costo-efectiva de determinar cuales tolerancias deben ser limitadas,
y
cuales pueden ser dejadas en lugar o abiertas, para reducir costos.
Implicaciones de su Filosofía
1. Los productos y procesos deben diseñarse de modo que sean
robustos ante
las fuentes de variabilidad externas. (o al ruido en general)
2. Los métodos de diseño experimental son un instrumento
técnico para
auxiliar en el logro de este objetivo.
3. La operación según lo especificado es más importante
que el apego a las
especificaciones.
Dr. Genichi Taguchi
Antecedentes
1924 Nació el primero de Enero
1942 Universidad Técnica de Kiryu
Instituto de Matemáticas
Estadísticas, Ministro de Educación
1956-57 Escribio su primera versión del Diseño de Experimentos,
en el cual introdujo el uso de
arreglos ortogonales.
1960 Le fue otorgado el premio Deming.
1962 Segunda versión del Diseño de Experimentos, introduce la proporción Señal-Ruido. Le fue otorgado el Doctorado en Ciencias por la Universidad Kyushu.
1976 Cambio la base matemática de su metodología estadística
al sistema cuadrático.
1983 Director Ejecutivo, American Supplier Institute Inc.
1990 Recibió el Premio de la Blue Ribbon de manos del Emperador
de Japón por su contribución a la Industria.
1996 Recibio la medalla Shewhart
de la ASQC.
Quién es Taguchi actualmente?
Dr. Genichi Taguchi es el Presidente Ejecutivo del ASI. El abarcante sistema de Ingeniería de la Calidad por el desarrollado es una de las mayores contribuciones del siglo 20 en el campo de la ingeniería. Es ampliamente reconocido como uno de los mas expresivos líderes del movimiento mundial por la Calidad, habiendo iniciado el movimiento Proyecto Robusto hace mas de 30 años en Japón. Desde entonces, la aplicación generalizada de la filosofía y métodos del Dr. Taguchi contribuyeron decisivamente para que el Japón pudiese desarrollar y fabricar productos de clase mundial, con alta cualidad y bajo costo. El Dr. Taguchi recibió por tres veces el Premio Deming en Japón, además de varias otras condecoraciones y reconocimientos mundiales, por sus contribuciones a la ingeniería de la calidad.